
Difficulty
Very easy
Steps
6
Time Required
00:30:00
- 06_Pressure Advance 6 steps

User-Contributed Guide
This guide is not managed by the site's staff.
Quiz
0
Introduction
Klipper verfügt über eine sogen. „Pressure Advance“- Funktion. Bei guter Einstellung können Blobs und Oozing reduziert werden. Das wird besonders an den Kanten der Druckobjekte deutlich. Der Wert muss für jedes Filament extra bestimmt werden.
-
-
wir benötigen einen selbstgedruckten Testcube, Download der stl- Datei von hier
-
eine digitale Schieblehre
-
-
-
kein infill
-
Layerhöhe 75% vom Durchmesser der Nozzle. Bei einer 0.4er Nozzle also 0.3mm
-
Die Geschwindigkeit setzen wir überall auf 100mm/s, bis auf die Einstellung für den first layer
-
die "dynamic acceleration control" (Experten-Modus bei Prusaslicer aber auch z.B. bei Cura vorhanden) wird deaktiviert
-
-
-
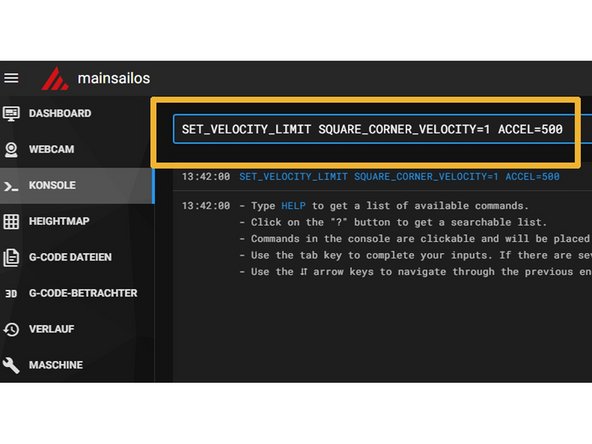
Zunächst senden wir in der Konsole folgenden Befehl: SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500
-
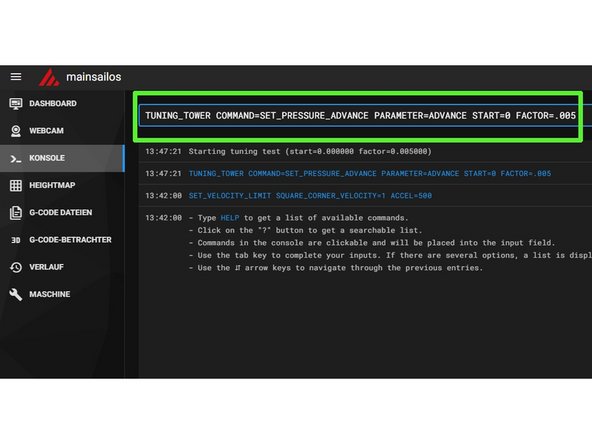
Danach senden wir diese Zeile: TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.005
-
Wer ein Bowden- Setup verwendet gibt diesen Befehl ein: TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.020
-
Wir können nun unseren GCode hochladen. Layer für Layer wird der Wert für Pressure Advance nun während des Druckes erhöht.
-
-
-
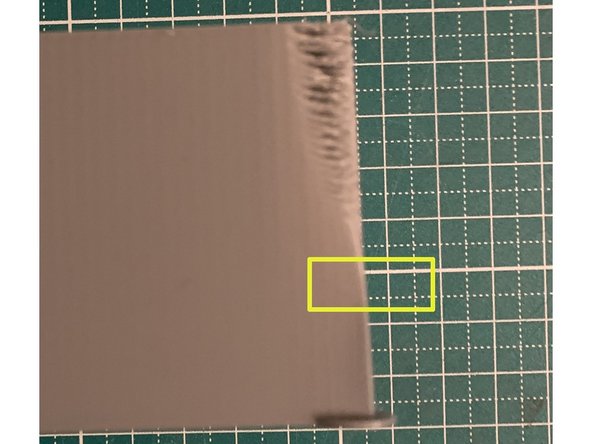
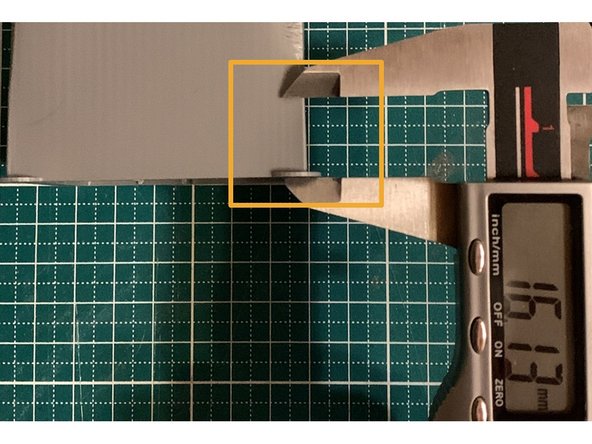
Wir schauen uns die Kanten unseres Testcubes an. Am unteren Ende sind diese zu rund, weiter oben zeigen sich bereits Perforationen. Wir suchen den Bereich, wo die Kante möglichst "scharf" gedruckt wurde.
-
Wir messen mit der Schieblehre den Abstand vom 1st layer bis zu diesem Bereich und notieren den Wert.
-
-
-
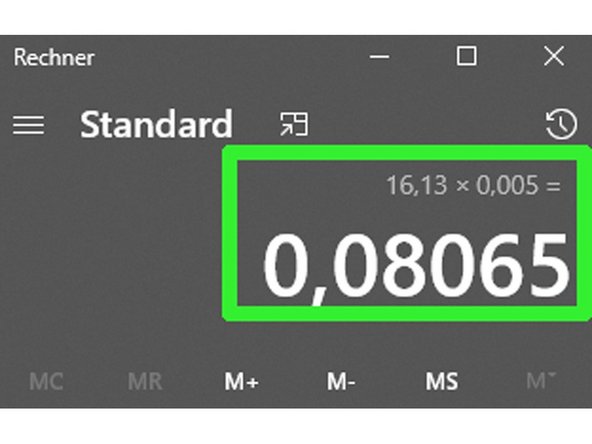
Wir multiplizieren den gemessenen Wert (hier also 16,13mm) mit dem verwendeten Faktor (hier also 0.005). Unser PA- Wert für dieses Filament wäre also 0.08. Die Werte liegen i.d.R. zwischen 0.050 and 1.000.
-
Bei einem Bowden-Setup wird mit dem Faktor 0.02 multipliziert.
-
-
-
Wir öffnen unter "Maschine" printer.cfg tragen den Wert dort unter [extruder] in Zeile 213 ein und speichern ab.
-


![Wir öffnen unter "Maschine" printer.cfg tragen den Wert dort unter [extruder] in Zeile 213 ein und speichern ab.](https://d3t0tbmlie281e.cloudfront.net/igi/caribou3d/tmlDSV5SLqPBmUOZ.medium)
One Comment
Great article! Explained easily and understandably.
Unfortunately, steps 5 and 6 are not described quite correctly.
Step 5: For a Bowden setup, the measured value is multiplied by a factor of 0.2, not 0.02!
Step 6: Specifying the line number does not make sense, as it can vary from printer to printer or individual settings. The only important thing is that the pressure_advance: #value is entered somewhere in the [extruder] section.
Heinz Elman - Resolved on Release Reply