
Difficulty
Easy
Steps
5
Time Required
00:25:00
- 02_Einstellung Z-Offset 5 steps

User-Contributed Guide
This guide is not managed by the site's staff.
Quiz
0
Introduction
Ein korrekt eingestelltes Z-Offset ist die Basis eines jeden, ordentlichen Druckes. Von der alten Firmware kennen wir diese Prozedur als “live-Z adjust”, die via LCD-Menü ausgeführt wird. Unter Klipper/Mainsail gehen wir etwas anders vor. Voraussetzung ist, dass der PINDA-Sensor bereits lt. Caribou- Manual auf die korrekte Höhe eingestellt worden ist.
-
-
Wir öffnen die Datei printer.cfg und ändern in Zeile 31 die Voreinstellung für z_offset: von 0.4 auf 0.0. Dieser Wert wird gespeichert und es wird neu gestartet.
-
Wenn PINDA2/Superpinda korrekt installiert sind, ist dieser Wert von 0 relativ sicher, d.h. die Nozzle dürfte das Druckbett zunächst nicht berühren.
-
Wir kontrolllieren, ob die Nozzle frei von Filamentresten ist und entfernen solche ggf.. Da die Programmierer von Klipper eine Z-Offset-Einstellung bei kalter Nozzle und kaltem Heatbed empfehlen, ist dieser Schritt besonders wichtig!
-
-
-
Wir öffnen das Dashboard in der Mainsail- Oberfläche und referenzieren zunächst alle Achsen. Dann fahren wir den Extruder mittig über das Druckbett.
-
Das sheet ist bereits aufgelegt!
-
Als nächstes senden wir über die Konsole den Befehl G1 Z0. Die Nozzle sollte danach noch ausreichend Abstand (ca. 1- 2 mm) zum Druckbett haben.
-
Wir nehmen nun ein Blatt Papier (normales Copy- Paper), legen es unter die Nozzle und fahren diese über die Steuertasten in Dashboard so weit herunter, bis das Papier gehalten wird.
-
Über Z-Offset stellen wir die Höhe dann noch etwas genauer ein. Das Papier sollte sich mit etwas Widerstand unter der Nozzle bewegen lassen, einreißen darf es aber nicht.
-
Wenn wir nicht weit genug herunterfahren können, muss in der Datei printer.cfg unter [stepper_z] der Wert für position_min weiter herabgesetzt werden, z.B. auf -2.5.
-
Diese Schritte sollte man mehrmals hintereinander durchspielen, bis ein reproduzierbares Ergebnis vorliegt.
-
-
-
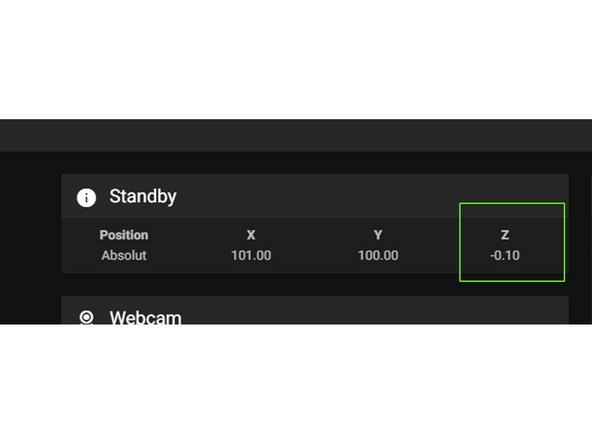
Wir können nun im Dashboard ganz oben unter Standby/Position das neue Z-offset ablesen.
-
Der (eigentlich negative) Wert wird nun, ohne Minuszeichen (!!), in Zeile 34 der Datei printer.cfg eingetragen. Wir gehen dann auf Speichern und Neustart.
-
Der Wert von -0.10 im Screenshot ist nur exemplarisch und dürfte in den meisten Fällen ca. zwischen -0.5 und -1.5 liegen.
-
-
-
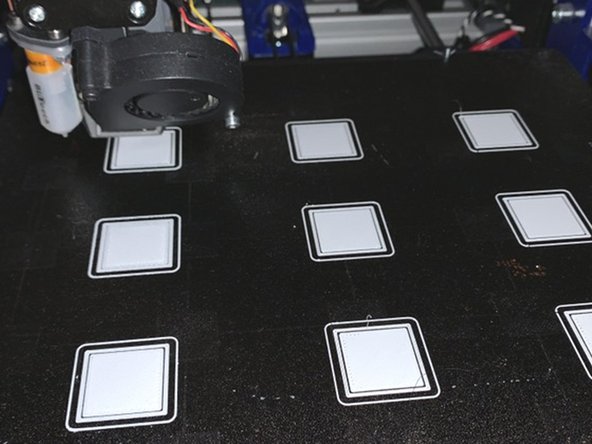
Wir können nun einen Calibration Druck starten. Auf Thingiverse gibt es zahlreiche Vorlagen (z. B. diese)
-
Sind wir etwas zu tief, können wir via Babysteps etwas höher gehen und vice versa. Je höher unser Wert ist, um so tiefer fährt die Nozzle herunter!!
-
-
-
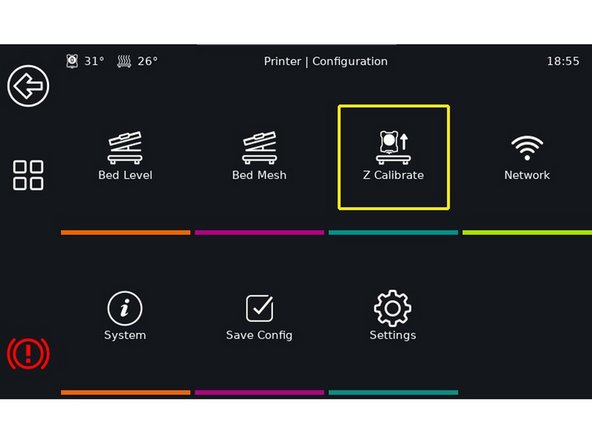
Alternativ kann -falls ein Touchscreen vorhanden ist - Klipperscreen zur Einstellung von "Z" verwendet werden.
-



2 Comments
Such rubbish, it doesn't work anymore, I invested so much time ... but this technology is outdated .. read Klipper documentation
Funktioniert - Resolved on Release Reply
You can also set a Z offset via “PROBE_CALIBRATE”. If you work with Klipperscreen, this procedure is used automatically (see step 5). The result for both techniques is the same, provided you proceed correctly!